
石家庄油气管道使用爬管机进行的防爆冷切割技术
实施管道切割时使用的自爬式液压切管机进行切割,使用的方法为机械切削的形式,
在进行石油天燃气等管道切割时,要注意管道的阴极保护措施,在实施管道切割作业施工时,应当了解管线的阴性保护电缆线路位置以及要求在管道进行焊接、切割前关停此系统,以免在施工时损坏或击穿阴极保护系统,造成管线防腐系统失效。以石家庄油气管道防爆冷切割现场为例,重点讲述管道阴极保护及自爬式液压切管机切割原理。
实施管道切割时使用的自爬式液压切管机进行切割,使用的方法为机械切削的形式,不产生电流,更不会形成交流干扰。在需要不间断地进行管线监测并实施管道切割作业,应当依照管线维护规程配备相同长度的电缆进行连接,以便在管道切割作业和管道更换期间实施不间断监测和提供保护。
一、管道的阴极保护原理
自然界中,大多数金属是以化合状态存在的,通过炼制被赋予能量,才从离子状态转变成原子状态,为此,回归自然状态是金属固有本性。我们把金属与周围的电解质发生反应、从原子变成离子的过程称为腐蚀。
每种金属浸在一定的介质中都有一定的电位,称之为该金属的腐蚀电位(自然电位),腐蚀电位可表示金属失去电子的相对难易程度。腐蚀电位愈负愈容易失去电子,我们称失去电子的部位为阳极区,得到电子的部位为阴极区。阳极区由于失去电子(如铁原子失去电子而变成铁离子溶入土壤)受到腐蚀,而阴极区得到电子受到保护。
阴极保护的原理是给金属补充大量的电子,使被保护金属整体处于电子过剩的状态,使金属表面各点达到同一负电位,金属原子不容易失去电子而变成离子溶入溶液。有两种办法可以实现这一目的,即牺牲阳极阴极保护和外加电流阴极保护。
1牺牲阳极法就是将被保护金属和一种可以提供阴极保护电流的金属或合金(即牺牲阳极)相连,使被保护体极化以降低腐蚀速率的方法。
在被保护金属与牺牲阳极所形成的大地电池中,被保护金属体为阴极,牺牲阳极的电位往往负于被保护金属体的电位值,在保护电池中是阳极被腐蚀和消耗,故此称之为“牺牲”阳极,从而实现了对阴极的被保护金属体的防护。
牺牲阳极材料主要有高纯镁,其电位为-1.75V;高纯锌,其电位为-1.1V;工业纯铝,其电位为-0.8V(相对于饱和硫酸铜参比电极)。
2强制电流法(外加电流法)
将被保护金属与外加电源负极相连,由外 部电源提供保护电流,以降低腐蚀速率的方法。其方式有:恒电位、恒电流、恒电压、整流器等。
外部电源通过埋地的辅助阳极将保护电流引地下,通过土壤提供给被保护金属,被保护金属在大地中仍为阴极,其表面只发生还原反应,不会再发生金属离子化的氧化反应,使腐蚀受到抑制。而辅助阳极表面则发生丢电子氧化反应,因此,辅助阳极本身存在消耗。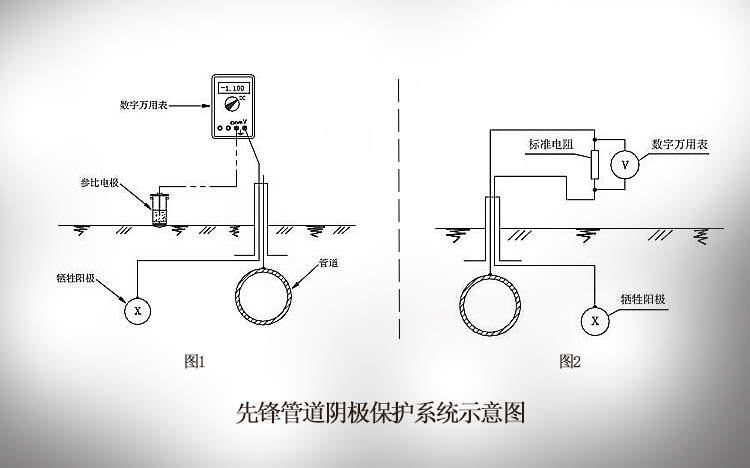
阴极保护的上述两种方法,都是通过一个阴极保护电流源向受到腐蚀 或存在腐蚀,需要保护的金属体提供足够的与原腐蚀电流方向相反的保护电流,使之恰好抵消金属内原本存在的腐蚀电流。两种方法的差别只在于产生保护电流的方式和“源”不同。一种是利用电位更负的金属或合金,另一种则利用直流电源。
强制电流阴极保护驱动电压高,输出电源大,有效保护范围广,适用于被保护面积大的长距离、大口径管道。
牺牲阳极阴极保护不需外部电源,维护管理经济,简单,对邻近地下金属构筑物干扰影响小,适用于短距离、小口径、分散的管道。
阴极保护系统应与管道切割主体工程同时勘察、设计、施工和应急方案的制定,如果在规定期限内(一般为6个月)不能投入运行的,应当对管道采取临时阴极保护措施,并形成设计草案进行实施。
对于达不一对是最低保护电位要求以及特殊地区的管段,应采取牺牲阳极或其它保护措施。阴极保护设备、仪器的线路不经有关技术部门批准,不得改动;在进行管道抢修并进行切割前应当经由技术部门对抢修方案进行批准并采取适当的措施后方可进行。

在进行石油天燃气等管道切割时,要注意管道的阴极保护措施,在实施管道切割作业施工时,应当了解管线的阴性保护电缆线路位置以及要求在管道进行焊接、切割前关停此系统,以免在施工时损坏或击穿阴极保护系统,造成管线防腐系统失效。
实施管道切割时使用的自爬式液压切管机进行切割,使用的方法为机械切削的形式,不产生电流,更不会形成交流干扰。在需要不间断地进行管线监测并实施管道切割作业,应当依照管线维护规程配备相同长度的电缆进行连接,以便在管道切割作业和管道更换期间实施不间断监测和提供保护。
一、管道的阴极保护原理
自然界中,大多数金属是以化合状态存在的,通过炼制被赋予能量,才从离子状态转变成原子状态,为此,回归自然状态是金属固有本性。我们把金属与周围的电解质发生反应、从原子变成离子的过程称为腐蚀。
每种金属浸在一定的介质中都有一定的电位,称之为该金属的腐蚀电位(自然电位),腐蚀电位可表示金属失去电子的相对难易程度。腐蚀电位愈负愈容易失去电子,我们称失去电子的部位为阳极区,得到电子的部位为阴极区。阳极区由于失去电子(如铁原子失去电子而变成铁离子溶入土壤)受到腐蚀,而阴极区得到电子受到保护。
阴极保护的原理是给金属补充大量的电子,使被保护金属整体处于电子过剩的状态,使金属表面各点达到同一负电位,金属原子不容易失去电子而变成离子溶入溶液。有两种办法可以实现这一目的,即牺牲阳极阴极保护和外加电流阴极保护。
1牺牲阳极法就是将被保护金属和一种可以提供阴极保护电流的金属或合金(即牺牲阳极)相连,使被保护体极化以降低腐蚀速率的方法。
在被保护金属与牺牲阳极所形成的大地电池中,被保护金属体为阴极,牺牲阳极的电位往往负于被保护金属体的电位值,在保护电池中是阳极被腐蚀和消耗,故此称之为“牺牲”阳极,从而实现了对阴极的被保护金属体的防护。
牺牲阳极材料主要有高纯镁,其电位为-1.75V;高纯锌,其电位为-1.1V;工业纯铝,其电位为-0.8V(相对于饱和硫酸铜参比电极)。
2强制电流法(外加电流法)
将被保护金属与外加电源负极相连,由外 部电源提供保护电流,以降低腐蚀速率的方法。其方式有:恒电位、恒电流、恒电压、整流器等。
外部电源通过埋地的辅助阳极将保护电流引地下,通过土壤提供给被保护金属,被保护金属在大地中仍为阴极,其表面只发生还原反应,不会再发生金属离子化的氧化反应,使腐蚀受到抑制。而辅助阳极表面则发生丢电子氧化反应,因此,辅助阳极本身存在消耗。
阴极保护的上述两种方法,都是通过一个阴极保护电流源向受到腐蚀 或存在腐蚀,需要保护的金属体提供足够的与原腐蚀电流方向相反的保护电流,使之恰好抵消金属内原本存在的腐蚀电流。两种方法的差别只在于产生保护电流的方式和“源”不同。一种是利用电位更负的金属或合金,另一种则利用直流电源。
强制电流阴极保护驱动电压高,输出电源大,有效保护范围广,适用于被保护面积大的长距离、大口径管道。
牺牲阳极阴极保护不需外部电源,维护管理经济,简单,对邻近地下金属构筑物干扰影响小,适用于短距离、小口径、分散的管道。
阴极保护系统应与管道切割主体工程同时勘察、设计、施工和应急方案的制定,如果在规定期限内(一般为6个月)不能投入运行的,应当对管道采取临时阴极保护措施,并形成设计草案进行实施。
对于达不一对是最低保护电位要求以及特殊地区的管段,应采取牺牲阳极或其它保护措施。阴极保护设备、仪器的线路不经有关技术部门批准,不得改动;在进行管道抢修并进行切割前应当经由技术部门对抢修方案进行批准并采取适当的措施后方可进行。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |