
要懂得液压开孔钻切削速度,才能做好带压开孔施工
要懂得液压开孔钻切削速度,才能做好带压开孔施工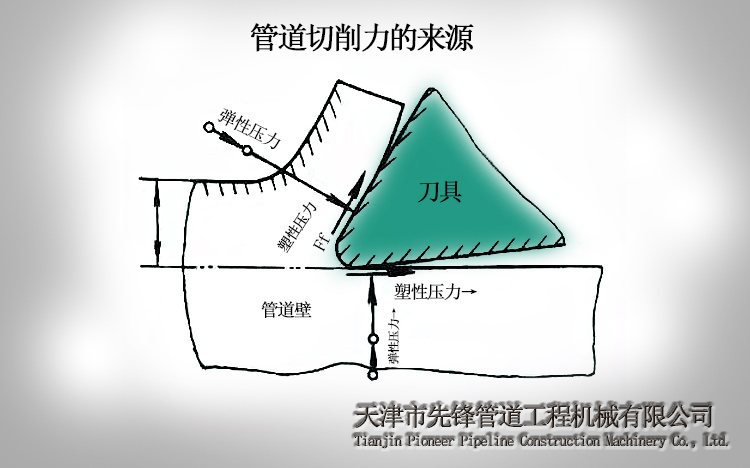
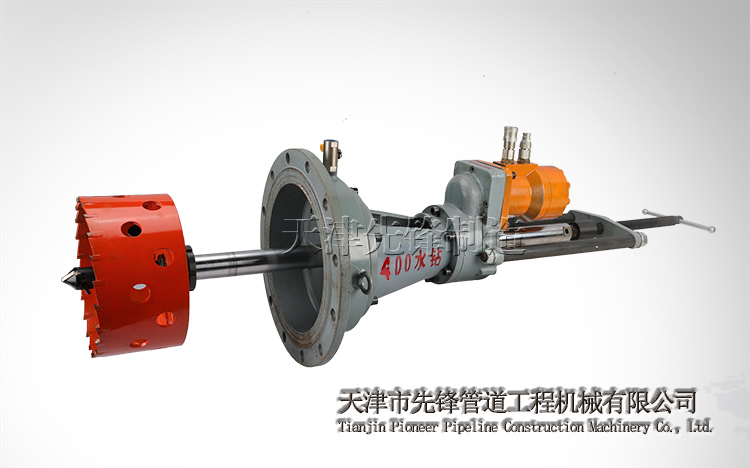
管道开孔工程中所用液压开孔钻是一种利用车床的原理对管道进行旋转切削的实用工具之一。液压开孔钻内的带压开孔刀就是对管道进行切削作业的主要刀具。
带压开孔刀在切削管道时进行的旋转切削是在一定的切削速度范围内进行的,太大会产生过量的热和引起刀具的磨损,太小会造成切削不足。切削加工的发展方向是高速切削加工,在发达国家,它正成为切削加工的主流。50年来,切削技术的极大进步说明了这一点:今天切削速度高达8000mm/min,材料切除率达150~1500cm3/min,超硬刀具材料硬度达3000~8000HV,强度达1000Mpa,加工精度从10um到0.1um。干(准)切削日益广泛应用。随着切削速度提高,切削力降低大致为25~30%以上;切削温度增加逐步缓慢;加工表面粗糙度降低1~2级;生产效率提高,生产成本降低。
在管道开孔时,一般以进步出产率为主,但也应考虑经济性和加工成本;切削效果精度要求高时,应在确保管道带压开孔质量的前提下,兼顾切削功率、经济性和成本。详细数值应依据管道材质与带压开孔机刀片材质来确定切削速度。
从带压开孔刀具的耐用度出发,管道切削量的确定顺序是:先确认背吃刀量,其次确认进给量,最终确认切削速度。
在带压开孔切削管道时,切削速度总是根据选择好的切削深度和进给速度,在保证刀具合理耐用度的条件下,选择一个较为合理的值,这是因为切削速度对刀具耐用度有着十分明显的影响,一般情况下提高切削速度就会使刀具耐用度大大降低。当带压开孔刀对管道进行切削时,速度提高到一定值时,会影响带压开孔刀具耐用度的切削热和切削力都有不同程度的降低,因此,切削速度在一定范围内时,可以有效改善切削条件。确定适合的切削速度对带压开孔切削管道非常重要,但是由于在使用不同带压开孔机和不同刀具材料在切削不同管道时的切削速度都有不同选择。
在液压开孔钻进行管道带压开孔切削管道时,开孔刀的进给速度受切削速度和工艺系统刚性的限制,一般规定取值范围;较大的进给速度还可以有效的防止因高切削速度而引起的工件表面和刀具烧伤、积屑瘤和加工硬化等问题。带压开孔刀的进给速度不是越大越好,因为过大的进给速度会使管道切削的表面变得粗糙,增大管道对带压开孔刀的磨擦力进行损坏刀具。
带压开孔刀切削管道速度公式:
Vc=πDN/1000
π:3.14
D:管道直径 就是机床上转动体的直径
N:转速
1000:mm转换成m。
在零部件进行粗加工时,一般以提高出产率为主,在保证质量的同时考虑经济性和加工成本;半精加工和精加工时,应在确保带压开孔机进行管道开孔质量的前提下,兼顾切削功率、经济性和加工成本。详细数值应依据各机床说明书、切削用量手册,并按《天津先锋管道生产管理规定》执行。
从车床的刀具耐用度出发,带压开孔零部件切削用量的挑选次序是:先确认背吃刀量,其次确认进给量,最终确认切削速度。


天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |