

带压开孔的机座与滑动轴承原理
带压开孔设备的机座是带压开孔设备的基础部件,机器的零部件安装在机座上进行管道带压开孔作业。因此,带压开孔机座既要起到带压开孔刀及中心钻以及钻轴的支承作用,承受这些零部件的重量,又要起到设备的基准作用,保证部件之间的相对位置。因此,带压开孔机座是保障其它零配件在作业时的基本状态保持有序的分工作用。
带压开孔机座设计时,要注意带压开孔机座的尺寸和位置精度对设备进行带压开孔作业时产生整体性的影响,必须合理选择机座的各项精度。既然提到机座的承重,因此机座还要有足够的刚度。通常机座是以刚度作为主要设计准则,故其截面形状和尺寸主要由刚度条件决定。一般情况下,机座达到刚度要求,其强度也是足够的。对于承受重载、冲击及变载荷的设备,那么机座则以强度为设计准则。
对于大于DN1000mm以上的带压开孔大型机座的结构不仅要满足以上承重和刚度的要求,还要考虑其底座的加工、操作及搬运装吊以及增加刚性等特殊工艺要求。
带压开孔机底座的截面形状选择主要考虑为保证机座的刚度和强度,减轻重量和节约材料,必须根据受力情况,选择经济合理的截面形状。
当带压开孔机的底座受弯、扭等力的作用时,底座的强度和刚度不仅和截面积有关,而且还与截面的形状(截面抗弯、抗扭惯性矩)有关。
带压开孔机底座的截面积相等而截面形状不同的等截面梁的抗弯和抗扭惯性矩的相对值。一般来说,空心结构的刚度比实心结构的刚度大;封闭圆形截面的抗扭刚度好,而封闭方形截面的抗弯和抗扭都较好;加大横截面轮廓尺寸和减小壁厚时,可提高刚度。
隔板与加强筋具有封闭空心截面机座的刚度较好,但为了铸造清砂及其内部零部件的装配和调整,必须在机座壁上开“窗口”,其结果使机座整体刚度大大降低。若单靠增加壁厚提高刚度,势必使机座笨重且浪费材料,在带压开孔机最早的设计中通常用增加隔板和加强筋的办法来提高刚度。
如使用铸造普通阀门的材料来铸造带压开孔底座,其安全性无法得到保障。因此,为解决带压开孔机的抗弯及强度以及轻量化技术,鉴于目前由于我国冶金技术的发展,各种钢材整体材料的突破以及机加工设备及技术突飞猛进,带压开孔机底座的制造已经完全放弃了铸造的方法制造,改为锻铸一体、高纯度钢坯或合金钢坯直接进行机加工的方式进行。
也有许多前期采用分部加工与焊接工艺,最后车床细加工等方法,有效地改变了带压开孔机底座由于铸造而形成的气孔、缩松、夹渣等缺陷。比较复杂的承重部件使用五轴联动数控机床进行个性化加工,有效地解决了小批量的个性化生产问题。
带压开孔机底座及承压部件的生产重要在于选材和加工方法上有所区别。在承压部件上用料足,制造先进,加工细致对于带压开孔安全施工有着重要的影响。尤其是带压开孔底座还要起到滑动轴承的底座设计部分,因此用料更加不能马虎。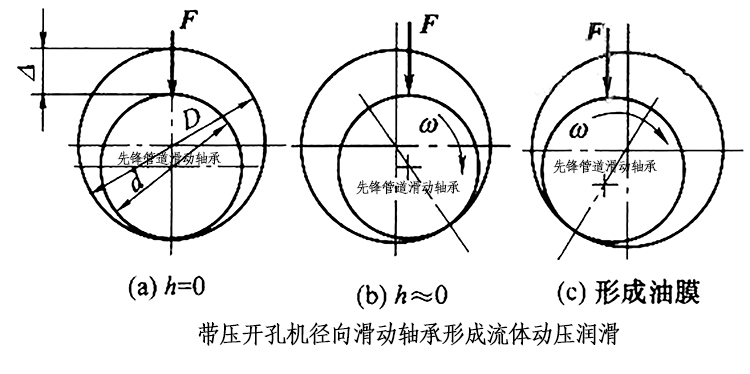
依据流体动压润滑理论的基本方程(雷诺方程)的原理可知,径向滑动轴承的轴劲与轴承之间必须要留有空隙。当轴颈静止时,轴颈处于轴承的最低位置,并与轴瓦接触。此时,两表面间自然形成一种收敛的楔形空间。
当轴颈开始转动时,速底极低约等零时,带压开孔机钻杆与轴承间隙中的油量较少,这时轴瓦对轴颈摩擦力的方向与轴颈表面圆周速度方向相反,迫使轴颈在摩擦力的作用下会沿着孔壁向右爬升。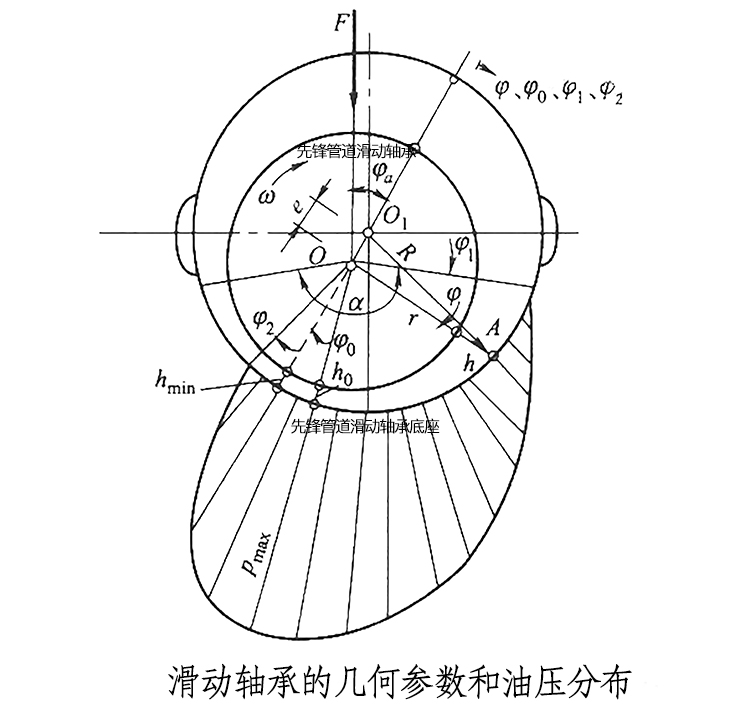
在此期间,底座轴瓦内油量最小,钻杆轴转动时因缺油会产生摩擦,虽然在转速大于20左右的时候,润滑油补充上,但在0-20期间,轴与底座的油量最小,磨损自然增加。每一个工作周期至少有两次这样的现象发生(启动与停止)。如果带压开孔机底座使用有气孔或缩松的铸造件制造,不仅底座自身的磨损会增大(后期磨损量呈指数级增长),同样会对钻杆轴也产生复加的磨损,这种磨损对于钻杆轴来说是非正常磨损。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |