

高速钢、硬质合金刀具在管道带压开孔中的应用
带压开孔工程施工作业中,带压开孔刀随着钻杆的转动和进刀总成的推进,刀具实现对管道的层层切削直至切透。而现实的工程中管材有很多种材质,那就需要不同材质的带压开孔刀来对不同类型的管道进行带压开孔作业。下面就对带压开孔刀的材质来详细进行分析: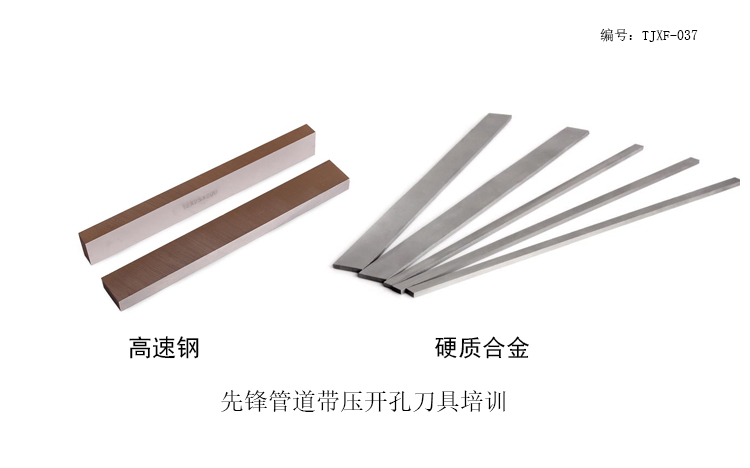
1.高速钢
高速钢(HSS)是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢,俗称白钢。高速钢刀具是一种比普通刀具要坚韧,更容易切割的刀具。高速钢比碳素工具钢具有更好的韧性、强度、耐热性,切削速度比碳素工具钢(铁碳合金)高很多,因此得名高速钢;而硬质合金刚比高速钢的性能更好,切削速度可以再提高2-3倍。
1.1高速钢的切削加工工艺性能以及强度和韧性配合好,主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。除用熔炼方法生产的高速钢外,20世纪60年代以后又出现了粉末冶金高速钢,它的优点是避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。
1.2而目前较为先进的高速钢制备技术是使用喷射成型技术。所谓的喷射成型是将液态金属经高压惰性气体雾化成弥散液滴,喷射到收集器上形成连续致密,具有一定形状的近终形坯,工艺过程分为5个阶段:金属释放、雾化阶段、喷射阶段、沉积阶段和沉积坯凝固。
这种工艺生产的高速钢是一种融合了传统铸造和粉末冶金优点的冶金技术,具有致密度高,等轴晶组织细小均匀;形成合金的含氧量低;流程短、成品率高、沉积效率高、能源利用率高、成本低;合金性能提高等优点。
但这种方法也存在着沉积态坯件中有一定量的疏松,通常可通过挤压、热冷轧或热等静压可达到收完全密室,其最终产品效率明显低于100%。材料损失来源于熔滴的过喷;熔滴或颗粒从坯件表面溅射等许多原因。
因此,高速钢刀具属于合金刀具的范畴。一般的工具钢也属于合金钢只不过是铁碳合金,高速钢分为:普通高速钢和优质高速钢。高速钢刀具在带压开孔工程施工中,其高速切削管道壁所产生高热情况下(无冷却手段且运行于最高速度的情况下约500℃)仍能保持高的硬度,HRC能在60以上。
高速钢钻头材质是一种成分复杂的合金钢,含有钨、钼、铬、钒、钴等碳化物形成元素。合金元素总量达10~25%左右。它在高速切削产生高热情况下(约500℃)仍能保持高的硬度,HRC能在60以上。这就是高速钢最主要的特性——红硬性。而碳素工具钢经淬火和低温回火后,在室温下虽有很高的硬度,但当温度高于200℃时,硬度便急剧下降,在500℃硬度已降到与退火状态相似的程度,完全丧失了切削金属的能力,这就限制了碳素工具钢制作切削工具用。而高速钢由于红硬性好,弥补了碳素工具钢的致命缺点。
1.3高速钢的化学成分
高速钢是由大量W、MO、Cr、Co、V等元素组成高碳、高合金钢,含氧碳量约为0.7%~1.65%,合金元素总量达到10%~25%左右。
高速钢按性能分类,可分为三种基本系列,即HSS-L、HSS、HSS-E等。
2.硬质合金刀具
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
硬质合金广泛用作刀具材料,尤其是带压开孔刀具领域中,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材等管道材质,也可以用来切削耐热钢、不锈钢、高锰钢、难加工的管道材料。硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主
要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
除碳原子外,氮原子、硼原子也能进入金属晶格的空隙中,形成间隙固溶体。它们与间隙型碳化物的性质相似,能导电、导热、熔点高、硬度大,同时脆性也大。
钨钢带压开孔刀具材质主要成分为碳化钨和钴,其占所有成分的99%,1%为其他金属,所以称作钨钢,又称为硬质合金,被认为是现代工业的牙齿。钨钢是至少含有一种金属碳化物组成的烧结复合材料。碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。碳化物组份(或相)的晶粒尺寸通常在0.2-10微米之间,碳化物晶粒使用金属粘结剂结合在一起。粘结金属一般是铁族金属,常用的是钴、镍。因此就有了钨钴合金、钨镍合金及钨钛钴合金。钨钢钻头材质烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的钨钢材料。
带压开孔刀的材质一般分为HSS,HSS含钴、粉末HSS,钨钢钻头,以上钻头材料硬度逐级升高,正常情况下要分析和测试带压开孔刀工件或耐磨性,可把钻头的硬度和工件的硬度转化成HV韦氏硬度,如果钻头的硬度大于工件的硬度3倍以上就可以了,当然钻头的表面硬度大于工件表面硬度越高越好,钻头的寿命就越长。
在正确分析管道材质硬度后,还要考虑管道材质的粘性及导热性能,从综合方面来考虑选择择带压开孔刀的选型。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |