

带压开孔进刀计算方法
带压开孔进刀总成的作用是通过自动/手动旋转丝杠的方式使转动的钻杆向内持刀切削的机械组合,是带压开孔作业主要的进刀方式之一。其它的进刀方式有液压推进或差速推进。其主要的作用是将旋转运动转化为直线运动,或将直线运动转化为旋转运动的执行元件。因其具有传动效率高,定位准确等特点而被广泛应用于带压开孔作业。
带压开孔进刀总成主要由顶板、进刀支架、进刀螺栓、把把及进刀丝杠等组成。其中进刀丝杠是其主要的工作部件,下面进行简要介绍:
1.进刀丝杠是由45#钢进行热处理后经粗车细车而成。其表面加工成螺纹形状,在向左或向右旋转时,使其形成向上或向下的直线运动,从而使带压开孔机的钻杆实现进刀/退刀功能。
1.1进刀行程计算
进刀丝杠的螺纹分类除按断面形状划分外,还有按螺纹上螺旋槽的多少来分类。有一条螺旋槽的螺纹,是称为单头螺纹。有两条以上螺旋槽的螺纹,是称为多头螺纹。
带压开孔机进刀丝杠螺纹上相邻两螺旋槽之间的距离,称为螺距。沿螺旋槽旋转一周所前进的距离,称为导程。
导程与螺距的关系可用下式表示
L = t × n
式中 L - 螺纹导程(mm)
n - 螺纹头数
t - 螺纹螺距(mm)。
带压开孔机为手动进刀时,其进刀行程S=L*k 其中k为进刀旋转圈数。如为多头螺纹时,其进刀行程S=L*n*k。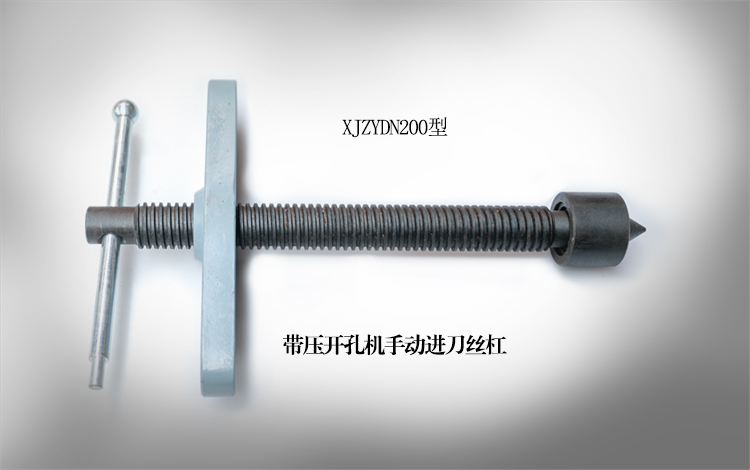
1.2一般小口径带压开孔机进刀丝杠都采用单线,中,大或超大导程采用两线或多线的方法制作。
1.3丝杠的加工使用旋风铣的方式来制造。将安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。因其铣削速度高(速度达到400m/min)加工效率快,并采用压缩空气进行排屑冷却。
2.带压开孔机多头螺纹加工
在车削带压开孔机的多头螺纹进刀丝杠时,在走刀箱上应该用导程(mm)来按铭牌上规定,调整变换手柄位置。
车床车削多头螺纹的分头方法车削多头螺纹时,解决螺纹分头方法有二种,在螺纹的导程上进行分头,称为导程分头法,另一种是在螺纹的圆周上进行分头,称为圆周分头法。
2.1在螺纹的导程上分头方法:
加工带压开孔机多头螺纹丝杠时用小刀架上刻度盘的刻度来分头,即使用小刀架刻度掌握车刀移动距离(双头螺纹移动一个螺距,即半个导程),从而达到正确分度目的。当车好一个螺旋槽后,只要将小刀架依据刻度,移动一个螺距的距离,就可车削相邻的另一个螺旋槽。
2.2用百分表确定小刀架移动值来分头,即将百分表座固定在床鞍上,百分表测量杆测头顶在小刀架滑板端部,可根据百表上的读数确定小刀架的移动尺寸来进行分头。
以上两种方法加工时都可以实现双头螺纹的加工,且可实现较高精度。分度时注意分度头的旋转圈数,并且在进行第二螺旋槽加工前进行测量以便验证。
总之,带压开孔机的进刀丝杠即可以进行进刀行程的计算,也直接影响带压开孔机的进刀速度。一般来讲,螺距相对较小实现的控制精度越高,但其承受的旋转推力则会降低;相反,如果螺距较大,可以承受的旋转推力会更强,但其所能控制的进刀精度会相应地降低。因此,在进行进刀丝杠加工时,应当严格按照《先锋管道带压开孔机生产流程》中所规定的不同型号的带压开孔机进刀丝杠有所不同。而当设备为自动进刀方式的丝杠则为双头螺纹丝杠,其进刀行程应当按设备出厂标出的进刀标志来测量。
参考文献:
1. [1]哈尔滨工业大学院. 轴、箱体、丝杠加工[M]. 上海科学技术出版社, 1980.
2. [1]刘宏伟等. "机床丝杠热膨胀零点及补偿技术研究." (2021).
3. 《先锋管道带压开机生产流程》
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |