

自爬式液压切管机管道坡口制备
自爬式液压切管机管道坡口制备
坡口是指焊件的待焊施工区域由机械或气割等方式加工并装配成的一定几何形状的沟槽。坡口的制备是主要的目的是焊接工件。为了保证焊接质量和焊接精度,要采用机械的方法(自爬式液压切管机)进行型面的加工,要求不高时也可以气割(易燃易爆工作场合严禁使用)。
管道坡口是为了管道的焊接或管道承插而使用机械加工的方法来保证焊接角度的统一,保证管道焊接后的应力均匀,坡口的种类有X型坡口、V型坡口、U型坡口等。坡口角度要根据管材的直径和管道厚度来确定坡口的角度。它是影响焊缝成形、焊接稀释率、熔合区形状的一个重要焊接工艺因素,甚至还影响焊接电弧的稳定性。
焊接接头坡口形式有以下几种:
I型:该坡口是垂直的角边,主要是用于压力不大的钢结构,还有薄板和密封焊。即接口两端一般为垂直不打磨的角边;适用于较薄的焊接母材。
U型:该坡口的根部比较薄,主要用于厚壁的高压管道等等 。即接口需打磨成U形状;适用于较厚的焊接母材。
X型:即接口需打磨成X形状;适用于比较厚的焊接母材。
V型:即接口需打磨成V形状;适用于比较薄的焊接母材。
坡口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调整焊缝的性能。坡口型式的选择主要根据板厚和采用的焊接方法确定,同时兼顾焊接工作量大小、焊接材料消耗、坡口加工成本和焊接施工条件等,以提高生产率和降低成本。根据GB985-88规定,焊条电弧焊常采用的坡口形式有不开坡口(I形坡口)、Y形坡口、双Y形坡口、U形坡口等。手工电弧焊板厚6mm以上对接时,一般要开设坡口,对于重要结构,板厚超过3mm就要开设坡口。厚度相同的工件常有几种坡口型式可供选择,Y型和U型坡口只需一面焊,可焊到性较好,但焊后角变形大,焊条消耗量也大些。双Y型和双面U型坡口两面施焊,受热均匀,变形较小,焊条消耗量较小,在板厚相同的情况下,双Y形坡口比Y形坡口节省焊接材料1/2左右,但必须两面都可焊到,所以有时受到结构形状限制。U型和双面U型坡口根部较宽,容易焊透,且焊条消耗量也较小,但坡口制备成本较高,一般只在重要的受动载的厚板结构中采用。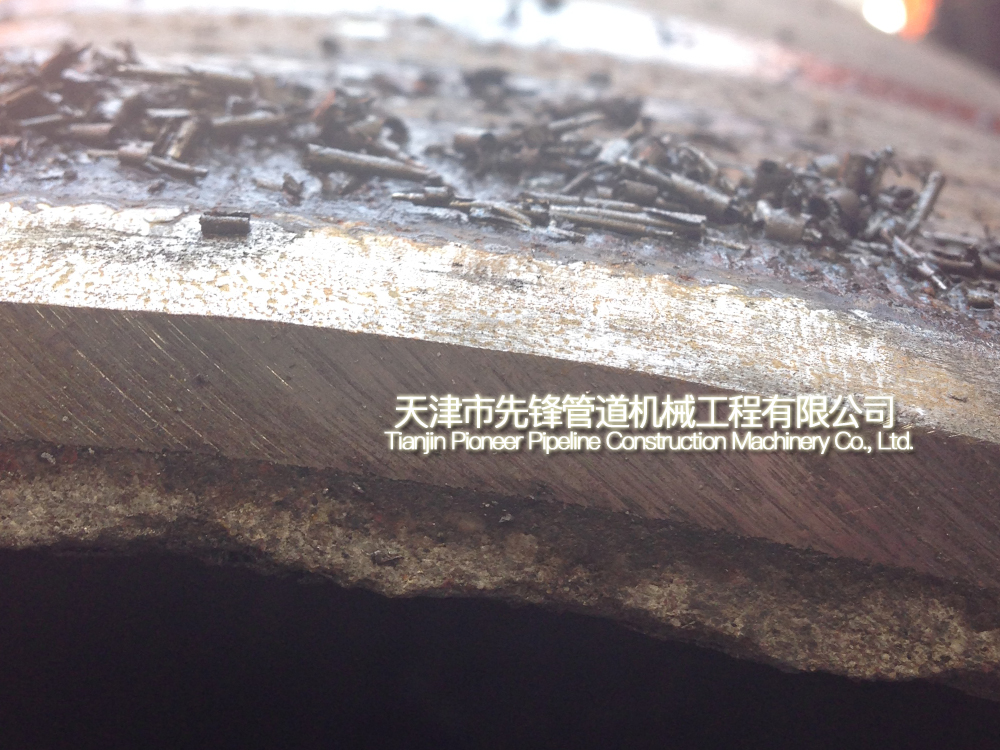
管道坡口制作。使用自爬式液压切管机加工坡口。对于热切割的管道材料,使用自爬式液压切管机时,要在其管道热切割后的边缘10mm处进行管道切割和坡口制备,避免打坏刀具;数量少或管径小不能使用自爬式液压切管机的管道,可以使用角磨机打出坡口(易燃易爆场合要注意封闭措施)。
管道坡口的检查。管道的坡口内及边缘20mm内母材应无裂纹、重皮、坡口破损及毛刺等缺陷;合金管应检查标记是否明显,否则应重新标记。 不同厚度焊件对口时,其厚度差的处理。
管道坡口清理工作应当在管道和管件的坡口处以及管道内、外壁10~15mm范围内清除管道上所附着的油漆、垢、锈等,直至显示金属光泽。对壁厚大于或等于20mm的坡口,应检查是否有裂纹、夹层等缺陷;对清理完的坡口如不立即焊接应喷涂防锈剂。

天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |