

自爬式液压切管机在管道切割中跳齿问题分析
自爬式液压切管机在管道切割中跳齿问题分析
湖南某机场管道维护的客户来电反映自爬式液压切管机XJ-QG-1设备在切割不锈钢燃料输送管道时,出现抖动并伴随着自爬式液压切管机左右蛇行情况,造成管道切割时毛刺和坡口不均匀现象。经过与客户的视频与照片沟通过程中发现这种情况确实存在,但无法判定设备自身磨损和使用情况,并由客户物流至厂家,进行售后维修。
设备运至厂家后,对该自爬式液压切管机进行了拆解分析,各个零件除正常磨损外,并无损坏。重新组装完成后,使用泵站带动工作,并进行进行空载运行,未发现异常现象。
在随后的管道切割负载调试阶段,随着切割的深度和坡口的运行发现,自爬式液压切管机链条和链轮的振动幅度增磊,尾轮甚至出现跳槽现象,并伴随着链和链轮不同程度的磨损。
由于受到尾轮跳动的影响,造成了链条进给量左右不平衡,出现了自爬式液压切管机蛇行运动,并使切管机铣刀片受损,坡口刀打齿。技术部门人员分析后认为这种情况的出现,主要由以下几个方面构成:
1、认为自爬式液压切管机的尾轮张力不足。尾轮张紧的提升与链条的张紧能力相关,前端右侧的紧固螺栓出现变形是造成右侧尾轮张紧能力不足的原因。也是由于尾轮链轮跳齿的振动,对前端的紧固螺栓装置也形成了瞬时冲击,载荷也相应增加,因此造成了连杆变形,紧固螺栓失效,螺杆变形弯曲。
2、自爬式液压切管机和负重头轮的对齐被认为是一个问题。技术人员在更换了尾轮后重新检查了机头轮轴的水平度,达到规范要求0.2mm/m。
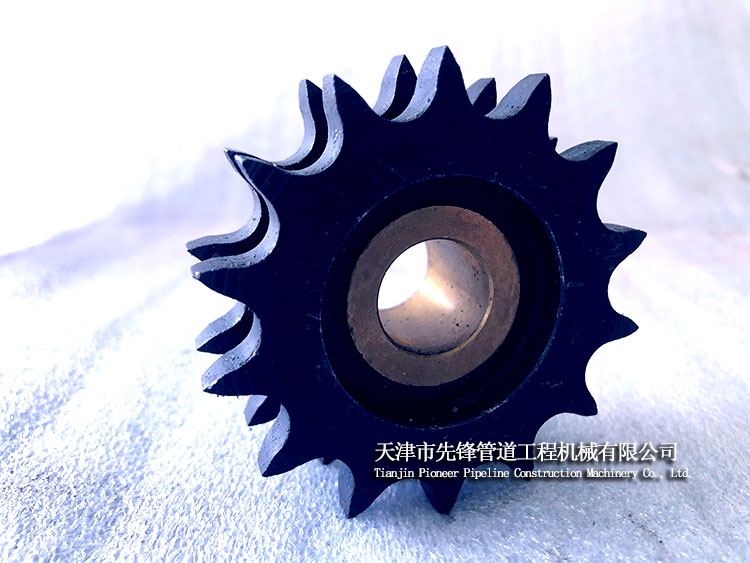
3、检查自爬式液压切管机的头、尾轮齿与链条的节距偏差。XJ-QG-1自爬式液压切管机的尾轮链轮齿数为16颗,被测链轮齿分度圆直径和根据分度圆直径的计算公式d=p/sin(180/z),尾轮链轮齿的节距p也标准。链轮的标准理论尺寸测量正常,误差仅为0.15mm。因此,再次测量了链节距。在600 mm长度范围内测量数据,每片测量10个点。测量了左右链的节距数据均为正常,但磨损情况较为严重。
4、再次使用客户发来的视频资料发现,自爬式液压切管机在切割燃料输送管道时,要经过砂石填充的安全措施,造成了砂石和切屑材料积累和油料混合,使切管机右侧链条和链轮粘满,又由于特别是在切割底部管道时,切屑粘连情况更为严重。而左侧链条和链轮几乎没有影响。从而导致右侧的链轮由于这些切屑的影响,造成右侧的轮距增大。这些材料颗粒很小,沉积在链条与链轮的材料非常致密,沉积越多,爬行的阻力也就越大,这可能是造成尾轮链轮跳齿的一个重要原因。而在工厂内也进行了这种切屑堆积的实验,仿真实验也证实了这一判断。
因此,技术部门对链条和链轮进行了更换,并依据客户的使用情况进行了合理建议,并提出了这种工况下进行链轮和链条的保养,从而保证客户的使用。

天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |