

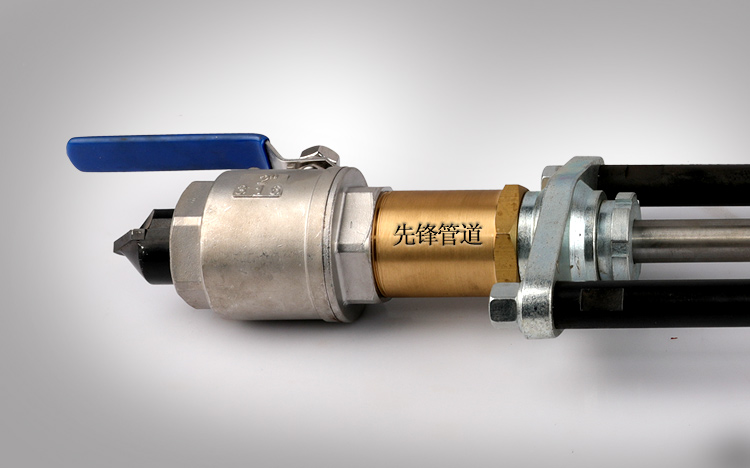
带压开孔机DN50麻花钻的结构
1.带压开孔钻头的组成
主要由切削部分、导向部分、颈部及尾椎构成。尾椎部分可为圆柱型无锥度也可以做成有锥度的尾椎,这样便于机械加工或钻孔作业中容易更换。
2.带压开孔钻头的结构
主要是由装夹部分及工作部分构成。装夹部分主要是由颈部及柄部构成。而工作部分分为:切削部及导向部。切削部由主要是由5个刀刃和6个刀面所组成。其中5个刀刃主要是由2条主切削刃及2条副切削刃和1条横刀所组成。6个刀面主要有2个螺旋形前刀面、2个经刃磨获得的后刀面和2个圆弧段的副后刀面所组成的。
2.1装夹部分
装夹部分的柄部主要作用是带压开孔钻头的夹持部分。用于与带压开孔机相连接,并传递动力的作用。一般来说d≤12mm直柄,d>12mm莫氏锥柄。扁尾主要的作用是传递扭矩,取钻头(用楔铁从带压开孔钻套中取出)。颈部主要是便于磨削时砂轮退刀和打印标记用,小直径的带压开孔钻头没有颈部。
2.2工作部分
工作部分主要切削部分及导向部分构成。由前面、后面、副切削刃、主切削刃、横刀、螺旋槽、棱边各部分组成。
导向部分主要起导向、排屑作用,也是切削部分的后备部分。为了减少导向部分与已加工管道壁之间的磨擦,带压开孔钻头外径从切削部分朝后方向制造出倒锥,形成副偏角Kr”,倒锥量为0.03~0.15mm/100mm。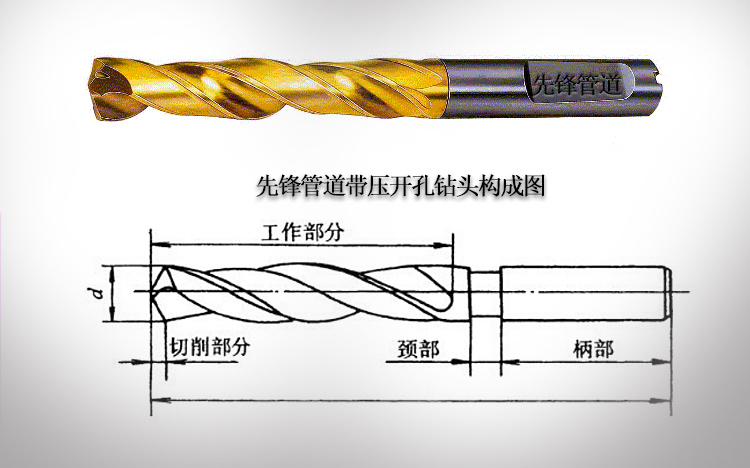
2.2.1切削部分
主要是由主切削刃、副切削刃、横刃、棱边、前刀面、后刀面、副后刀面等构成。
a.直径d 是指带压开孔钻头两刃带间的垂直距离。按《先锋管道设备加工标准》中规定的按标准尺寸系列或螺孔底径尺寸进行设计和加工。
b.直径倒锥 外径从切削部分向尾部直径逐渐减少,倒锥量0.03~0.15mm/100mm。减少刃带与管道壁间的磨擦面积。
c.带压开孔钻芯直径dc 是指钻芯处与两刃沟底相切圆的直径。d>13mm的钻头,dc=(0.125~0.65)倍的d。为增大带压开孔钻头强度,把钻芯做成正锥体,正锥量1.4~2mm/100mm,等强度来设计。
d.螺旋角β 带压开孔钻头刃带棱边螺旋线展开成直线与钻头轴线的夹角,它相当于副切削刃刃倾角。增大螺旋角有利排屑,能获得较大前角使切削轻快,但这样一来,会使钻头刚性变差。因此,小直径钻头在制作时,为提高钻头刚性,β角可设计得小些。钻软材质管道如PE管、PVC管及铝合金管时,为改善排屑效果,β角可设计得大些。而对于钢管、合金钢管等硬质管道时,β角设计不仅要考虑排屑功能,同时还要兼顾带压开孔钻头的钢性功能,可依据《先锋管道带压开孔刀加工方案》进行加工和制造。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |