

带压开孔刀对于管道开孔的影响
管道开孔工程作业中,管道开孔机对管道壁进行切削时,是分成中心定位钻及带压开孔刀两个作业节点来进行。
1.中心定位钻
中心定位钻在管道开孔专业中,中心定位钻是为使开孔刀在带压开孔作业中更加稳定并提供中心定位作用的钻头就称为中心定位钻。其主要的作用是作用于管道上钻孔,实现带压开孔刀切削管道壁的定点作用,开孔刀完成切削作用力的点主要源于中心定位钻边缘圆孔的360度周边。
从定义和作用来看中心定位钻的形状应当是对称并且与管道作用点的切线保证严格的90度夹角。这个角度是否正确,主要的影响来源于焊接短节的方位和入钻时的角度。因此,中心定位钻开孔的成功与否直接影响着管道开孔工程的成败。这是工程中最重要的关键点之一。
经过长期的带压开孔作业检测和实验,中心定位钻的形状基本上是以锥形尖顶起,左右延伸61.2度夹角为标准角的钻头(批量生产时夹角为60度)具有较高的钻透性能和工作效率。因其不能承受较大的径向力,因此,在管道开孔作业中,要缓慢进刀。
根据不同的管材,中心定位钻的设计和生产的中心定位钻角度略有不同,这同时也考虑了管材的材质,散热厚度,硬度的因素。
2.带压开孔刀
这种类似于圆套形状的刀,是主要承担管道壁切削任务,因此,它被认为是管道开孔机的核心部件,是鉴定开孔钻好坏的重要因素。
依据套刀这种刀具的作用和结构以及形状,我们可以把刀具仔细划分成四大部分,即刀齿、刀体、连接板以及各部分之间的连接。
当套刀对管道壁进行匀速切削时(匀速只是理论上的,实际工作中涉及液压工作泵站和泵站发动机、齿轮泵等,细微观察并不是匀速),套刀每旋转一圈每一个刀齿都要对管道壁进行一次切割,后一个刀齿的切削动作是在前一个刀齿切削过的管道壁凸面上再削去一层。它们接替地对管道壁一层一层的切下金属屑。
套刀切削管道壁的每一层切削的厚度与管道开孔机直线进给速度以及套刀上的齿数目有关,为直线进给速度与刀齿数目的比值。
切削速度为v,根据公司刀齿材料刀具切削特性,切削时速度建议不能大于规定的标准值。单齿切削厚度αf,为每转进给量/总齿数。随着刀齿的切削,碎屑沿刀齿方向流入槽中。由于刀齿方向垂直于管道,并且套刀的切削方式为断续切削,因此理论上每转一圈碎屑就会从套的刀槽中排出,不会挤压一起,影响切削效果。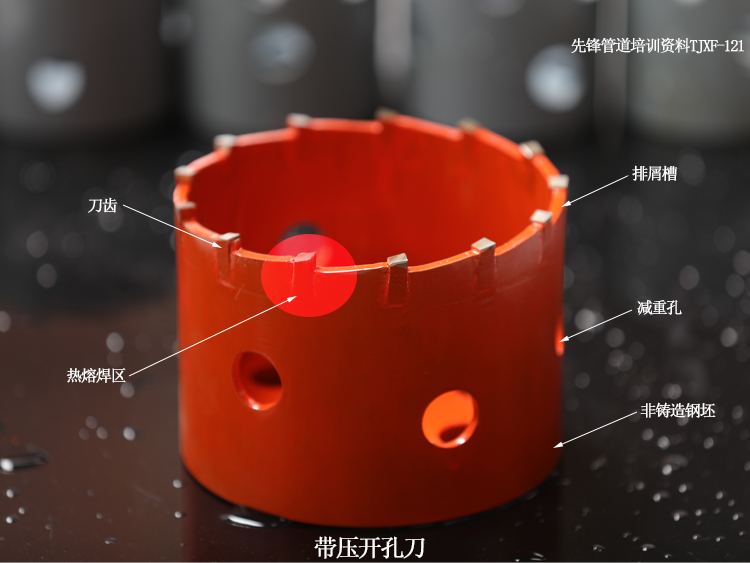
3.焊接
管道开孔刀的刀齿与刀体之间的焊接属于异种钢之间的焊接,由于两种钢在化学成分、金相组织、物理性能及力学性能上都有较大的差别,焊接时必须要特别注意。焊接温度不能超过开孔钻套刀刀头的预热温度,否则会引起刀齿材料金相结构的改变。
硬质合金刀具刀片应固定牢靠硬质合金刀具上,焊接刀片应有足够的固定牢靠程度依据刀槽及焊接质量来保证的,因此要根据刀片形状及刀具几何参数选择刀片镶槽形状。
在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2--0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接。
中心定位钻和管道开孔刀的刀齿材质为钨、铬、钴、钛等硬质合金,针对不同的管道材质其含量有所不同。其硬度为69~81HRC,热硬性1000摄氏度保持60HRC。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |