

带压开孔定位钻设计方案
带压开孔机所用的中心定位钻头俗称开孔钻头,是由丝柄、紧固限台、钻头导向杆、钻头柄、U型卡环、排屑槽、硬质合金刀头等组成。带压开孔钻头主要的作用是先于套刀切削管道壁之前钻透管道,使套刀切削时更加稳固,提供中心定位点作用;另外,中心定位钻所具有的U型卡环是保证管道壁被套刀切透后,由于U型卡环卡住管道壁,使之不掉入管道之中,而是保证其随钻头一并带出的作用。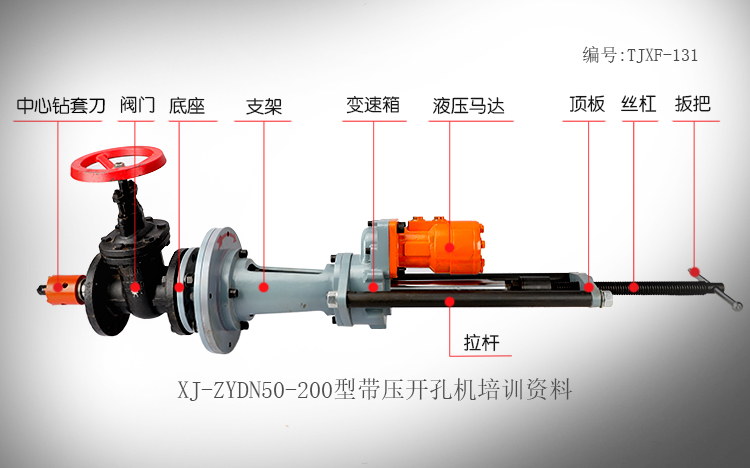
在带压开孔工程施工作业中,带压开孔机上的中心定位钻头前角由中心轴线至外缘越来越大,越接近外圆部分钻头的切削速度越高,向中心切削速度递减,钻头的旋转中心切削速度为零。中心定位钻通常有两个主切削刃,加工时,钻头在回转时,同时进行切削。
中心定位钻的钻头横刃位于回转中心轴线附近,横刃的副前角较大,无容屑空间,切削速度低,因而会产生较大的轴向抗力。因此在实际的生产中,中心定位钻的中心轴线附近切削刃按《先锋管道带压开孔钻生产流程》TJXF-SC03中3.4.1条款适当调整切削角度(具体角度可参照《流程》附件3表中参阅不同口径中心定位钻角度表格),即可减小管道壁的切削抗力,显著提高对管道的钻削性能,加强了耐磨程度和减少了管道表面的轴向抗力。
根据带压开孔作业时的管道材料、介质及口径的不同,中心定位钻的钻头制作可分为很多种类,例如:高速钢钻头(麻花钻、扁钻等)、整体硬质合金钻头和分布式可换头钻头等。
1.中心定位钻的断屑与排屑
带压开孔时中心定位钻头的初期切削,是在管道壁上刀刃所触及空间狭窄的孔中进行,切屑必须经钻头刃边排出,因此切屑形状对定位钻头的切削性能影响很大。不同的中心定位钻所产生的切屑形状不同,常见的切屑形状有片状屑、管状屑、针状屑、锥形螺旋屑、带状屑、扇形屑、粉状屑等。粉状屑一般表现在合金钢管的切削作业中,例如:美标X系列管道。
1.1中心定位钻对管道壁钻削加工的切屑控制
当带压开孔机的中心定位钻在钻透管道壁时所产生的切屑形状不适当时,将产生以下问题:
a.细微切屑阻塞刀刃,影响带压开孔时的钻孔进度,造成较大热量,并可能使钻头形成崩刀,更进一步加重刀具磨损,降低钻头的使用寿命,甚至使钻头折断(如粉状屑、扇形屑等);
b.带压开孔机在带压开孔施工中金属材质的管道很少产生长切屑。长切屑的形成主要体现在PE管道的开孔作业中。长切屑缠绕钻头,妨碍作业,如进入开孔中会引起热熔现象,粘度增大,增加了液压泵站功率的耗损,并可能使中心定位钻头折损无法切削作业(如螺旋屑、带状屑等)。
1.2解决切屑形状不适当的问题:
a.可分别或联合液压泵站采用增大进给量、进刀总成实施断续进给、带压开孔前修磨横刃、等方法改善断屑和排屑效果,消除因中心定位钻切削管道壁形成的不正常切屑引起的问题。
b.可使用专业的断屑钻头打孔。例如:在钻头的沟槽中增加设计的断屑刃将切屑打断成为更容易清除的碎屑。碎屑顺畅地沿着刀刃排除,不会发生在孔内堵塞的现象。因而先锋管道新型断屑钻可以获得比传统中心定位钻头流畅许多的切削效果。
同时短碎的铁屑更容易排出切削工作区,进一步改善了加工过程中的散热效果和切削性能。而且新增的断屑刃贯穿钻头的整个沟槽,经过多次修磨之后依然能够保持其形状和功能。除上述功能改善外,值得一提的是在中心定位钻的生产制造中强化了钻体的刚性,显著地增加了单次修磨前钻孔的数量。
综上所述,带压开孔作业中,中心定位钻不只是简单地实现定位功能,其中还要解决其在切削管道壁时所形成的不规则的切屑问题,从而使带压开孔机钻头能够轻松应对各种管道材料并顺利地进行带压开孔作业。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |