

带压开孔密封轴的制造工艺与安装
带压开孔机是指进行管道不停止输运状态下进行开孔作业并增加管道新支线的作业工具,其自身所带钻杆的密封采用自润滑铜质合金,主要作用是在管道带压开孔时,钻杆转动时起到承重、承压和密封作用。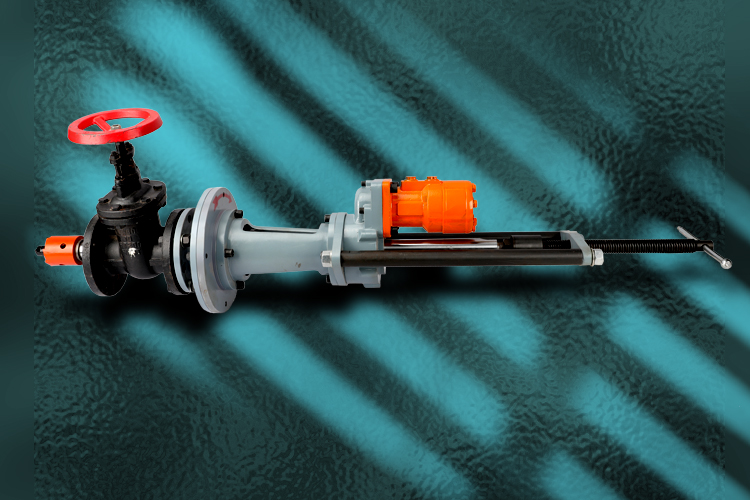
自润滑铜质合金是以铝为主要合金元素的铜基合金,是含有铁、锰元素的铝青铜,属于高强度耐热青铜。其主要成分如下:
锡 Sn :0.1 锌 Zn:1.0 铅 Pb:0.01 磷 P:0.01 铝 Al:8.0~10.0 铁 Fe:2.0~4.0 锰 Mn:0.5 硅 Si :0.1. 杂质:1.7 镍 Ni:0.5 铜 Cu:余量
其中铜合金材质铝元素占比8~15%,严格按照先锋管道相关规定来选择不同用途的管道材质开孔用途,其加工后的半成品元件应当明确标识,以便后期带压开孔机组装或所配时选用。
选用的铜套材质应当具有以下性能:
抗拉强度σb (MPa):≥540 伸长率 δ10 (%):≥15 伸长率 δ5 (%):≥17
硬度指标:110~190HB
注:棒材的纵向室温拉伸力学性能 试样尺寸:直径10~120
相应的热处理工艺:热加工温度750~850℃;退火温度700~750℃;淬火温度850℃水冷;回火温度500~550℃。
带压开孔机的铜套采用铜合金应当具有强度高,韧性好,疲劳强度高,受冲击不产生火花,且在大气、海水、碳酸及多数有机酸中表现出较高的耐蚀性。
因此,带压开孔机的铜套制造加工时,把握好进刀量和进给速度以及保持相应的冷却条件。尤其是钻孔扩时应当使冷却液全程冷却。因此具有一定的硬度,在加工时产生的铜屑及时清除,并保持进刀速度进行粗车。
在精车时,选用金钢石SD-2刀具缓慢进刀,并在其表面形成不大于Ra0.4表面精糙度,使其光滑并减少磨擦。在设计零件时,表面粗糙度数值的选择应当严格按照先锋管道加工管理规范进行选择。
在加工时,应当保证工作表面比非工作表面的粗糙度数值要小,这样有利于抗磨和提高润滑并减少磨损;配合间隙越小,粗糙度数值应当越小,在带压开孔机组装设计时,为保证连接强度的牢固可靠使用过盈配合时,载荷越大,要求精糙度数值越小,在一般情况下,带压开孔机组装时,间隙配合比过盈配合粗糙度数值要小。
当然,越是减小铜套的粗糙度,其成本也会大幅上升,因此在设计带压开孔机生产时应当本着满足产品性能的基础上,尽量选用精车实现,而减小抛光来实现此零件的生产环节。如在检测时密封测试不过关时,一定要用抛光的工艺来改进零件的密封性能。
带压开孔机钻杆铜套使用铜合金材料可提供较高拉伸和屈服强度,拥有良好的延展性、可焊性和机加性能,和优异的耐磨性,以及抗冲击和重载下的疲劳和变形。同时,还具有优异的耐腐蚀性能,可适应海水环境。当然,如在中高压开孔钻设计中,对其使用热处理和少量添加的镍使其更具有灵活机械性能。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |