

管道切割施工:挑选适合的设备事半功倍
近年来,中国长输管道技术水平和创新能力不断提高,管道工程建设也得到了长足的发展。特别是高凝含腊原油的加热输送、原油热处理及加剂综合处理工艺、天然气管道的设计和施工技术已达到或接近国际先进水平。
伴随着管道建设量和保有量的增长,我国在原油、成品油、天然气输送管道维护及抢修抢险作业的任务量也逐年增加。随着管道冷切割技术的不断完善和成熟,使用XJQG-1系列防爆切管机进行管道防爆冷切割可大幅提高管道切割效率,代表着国内管道机械冷切割技术的防爆切管机所带来的高效率、代成本的优势逐渐显露,市场需求量逐年增加。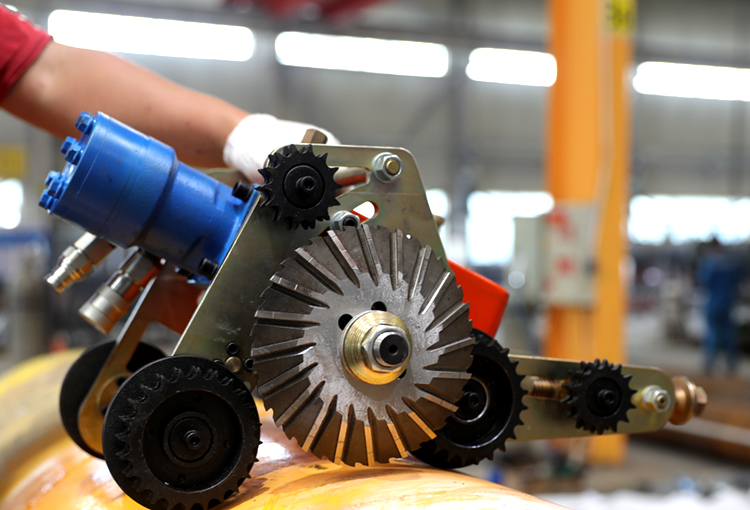
结合国内外管道防爆冷切割技术发展的实际情况和未来趋势,对管道切割提供更高的要求。尤其是近年来家庭中使用天然气、成品油的比例逐年递增,与人们生活、生产作业息息相关,成为了影响生活质量及幸福指数的重要指标。这些输送管道的抢修抢险任务越来越被严格控制时长与考核任务。
1.通过以上分析不难得出,在进行以上管道切割作业时,不仅设备要具有在易燃易爆环境下进行管道冷切割作业,严格控制温度外,还要具有同时坡口的能力以便大量节省人工来提高工作效率。
1.1由于大多数长输管线或城市燃气管线铺设于地下,由于过载、土基沉降等原因造成管线位移、管道变形等情况。在进行变形管道切割作业时,应当满足完全贴合于椭圆管道表面进行切割作业。
1.2防爆切管机使用液压动力进行管道切割作业,消除了静电、粒子、高压、触电、火花等安全隐患,尤其是在石油液体中切割所表现出的防爆性能尤为突出。
1.3切管机铣刀与坡口刀的同时使用,使管道切割作业时,管道的坡口也一并加工出来。由于是机械冷切割,加工后的管道切口及坡口均不会改变管道原有材质,表面光滑,易于焊接和承插作业,降低了工人劳动强度,提高工作效率。
1.4在确保切管机在管道切割作业时切割温度不超过80摄氏度的前提下,提高切管机主轴的转速,以提高刀片切割管道的速度。如果为赶超工期,提高切管机的切割速度,不仅会引起切割温度过高,还会引起刀具的非正常磨损。因此,防爆切管机在出厂时就严格地限定了管道切割作业的速度,而配套的液压泵站也进行相应地限流和限压设定。
如果使用其它厂家生产的液压泵站来做防爆切管机的驱动源时,应当提前设定好最大流量和压力,使管道切割作业顺利进行。
在使用具有油路反馈自激式液压泵站时需要严密注意切管机状态,因这类液压泵站是与液压泥浆泵配套使用的,在遇有泥浆阻滞时,自动顶压和增流,使泵站液压系统出现忽高忽低的冲撞液压流。尤其是在防爆切管机进行管道切割作业时,遇有管道应力而产生夹刀现象时,容易造成防爆切管机液压马达击穿或造成切管机内部齿轮滚动而造成切管机箱体损坏。
2.切割作业的管材材质:
防爆切管机可切割的管材包括:美标X系列(国内L系列)石油燃气专用合金管材;钢管(螺旋钢管、碳钢)、不锈钢管、铸铁管、球墨管、PE管以及GFRP(玻璃钢管材)等。
2.1切割的管材通径范围
可切割通径为DN200-DN4000以上管材,厚度为:
a. 球墨、铸铁管材切割最大厚度为32-40mm(最大厚度应使用专用刀片)
b. 钢管切割最大厚度为25-40mm(最大厚度应使用专用刀片)
c. 不锈钢管切割最大厚度为20-30mm
d. 美标X系列(国内L系列)石油燃气专用合金管材最大切割厚度为25mm
3.自主爬行自动切割
设备具有自主爬行功能,机箱内设计同步变速四驱动,在管材切割的同时自主绕管材进行爬行,切割速度为8-10mm/min,设备安装后开始切割后,整个过程无需人工干预。
3.1机身小巧,便携车载,适合管道抢修抢险作业;
机身尺寸580*430*320(长宽高),小巧且重量轻(35KG),连同液压泵站同时装入SUV后备箱中,使用灵活、便携。
总之,在进行管道切割施工作业前,应当确认被切割的管道材质、输送材质、管道通径、是否需求焊接坡口等因素来选择不同的切管机切割刀具和坡口刀具、链条的尺寸以及防爆液压泵站等。如果使用其它厂家的液压泵站配套时,应当提前对液压泵站进行限压和限流的调整。
防爆切管机的刀具选择以及管道在切割后的焊接作业如何防爆施工也是十分重要的,在以后的文章中会有所分析。关注百家号,有问题反馈一起探讨和研究解决管道切割施工解决方案。
参考文献:
1.刘萍, 张东速. 煤气层管道切割装置的研究与设计[C]// 煤矿机电一体化新技术创新与发展2012学术年会论文集. 2012.
2.苗勇. 焊接与切割的防火防爆[J]. 消防视点, 2003.
3.喻健良, 毕明树, 王淑兰. 易燃易爆介质防爆抑爆技术研究进展[J]. 大连理工大学学报, 2001(04):436-441.
4. 《先锋管道切割作业流程》TJXFGD-QG-03 20190905版.
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |