

带压开孔切削简析
在管线的实际作业中,需要不停止管线的运输任务的同时将介质分配输送至新建管道的作业方法,我们称之为管道带压开孔技术。在具有安全保障的前提下带压开孔技术的应用,为管道运营企业和管道维护单位节省了大量的人力、物力,从而降低了生产成本,正逐步被越来越多的管道工程项目所采用。
1.带压开孔机的作业中不仅要保障管件及阀门的密封作用的同时还要保障设备的刚性以及韧性。带压开孔切削作业的维点在于:
1.1带压开孔机刀具所特有的钻杆细长,钻杆端部还要安装中心定位钻、带压开孔刀等关键切削部件。由于钻杆受到端部刀具的重力作用下,钻杆不仅要自身旋转来带动带压开孔刀切削管道壁完成切削作业,还要有进给的功能,使钻杆不断向外延伸直至将管道壁钻透完成开孔作业。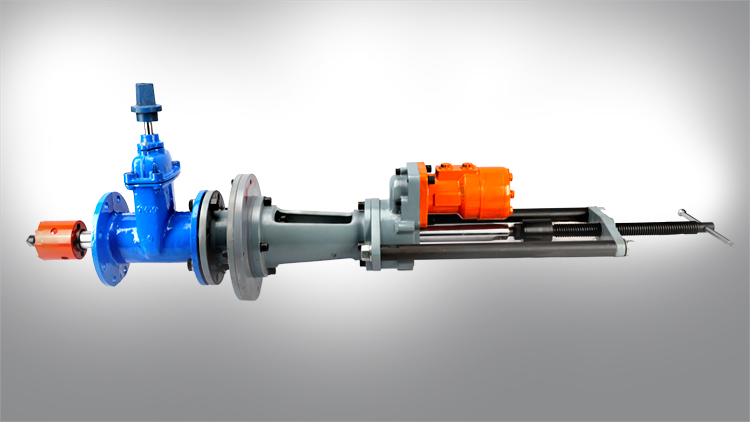
这就首先要求带压开孔钻杆不仅要有较强的韧性来实现动力传动,还要具有一定的刚性来抵消重力的影响造成开孔定位不准的问题。在多次实验中证明,刚度较差,强度较低的铸造方式加工的钻杆极易引起钻杆的断折、折弯并会引起刀具偏斜,严重影响生产安全。
而不锈钢产品虽然在防腐性能比较优异,但其存在刚性不足、屈服度较低的性能而不能被采用为带压开孔钻杆的原材料。
尼龙虽有轻便及较高的抗拉强度和良好冲击韧性,摩擦系数小,耐磨等优点,但却具有热变形温度低,导热率低,热膨胀大,收缩率大,易吸湿等缺点而不能采用。
因此,在未来的钻杆材料选择过程中,需要对带压开孔以上需求寻求更好的材料以解决刚性、韧性、重量及抗磨等难题。
1.2带压开孔机钻杆长度也会随着三通或焊接短节、阀门的变化而变化,必要时需要做出更长的尺寸来进行设备改造和定制。
马鞍三通或管道焊接的短节及阀门的厚度总长度过长,在安装过程中出现偏差是不可避免的。而正是这些偏差造成带压开孔机中心点位偏移和开孔刀在切削管道过程中形成的马鞍管道片上下或左右不对称。在开孔过程中会造成最后一端未开透,呈月牙式断裂。
管件过长也会因为重力的影响而变得内部空腔弯曲,也无法采用机械校正的方法来实现,这同样是给带压开孔作业带来困难。
因此,定制的三通管件和管道焊接的短节,一定要在合理的范围内进行制造并具有相应的刚性支撑这些变形。
2.相应地改进措施
2.1在带压开孔工程施工前,要对马鞍三通及焊接的短节进行测量,发现过长的情况要进行以下方式解决:
a.更换不合尺寸的马鞍三通,选择圆度及长度更加适合的管件来进行带压开孔作业;对焊接的短节应当切割,原有的焊接如与开孔位置重叠,则应重新选址进行焊接和开孔作业。
b.如无法更换管件和焊接短节,应当详记管件的外径、内径、厚度、长度等信息,对带压开孔设备在合理的范围内进行加工和改造以适应特殊环境下的带压开孔作业。
尤为注意的是在设备改造过程中,如钻杆加长其所对应的键槽一并进行重新铣槽加工,如果超出钻杆承受范围,刚应选用更粗和钻杆和变速箱以及液压马达等一系列设备改装。钻杆的转速以及切削的角速度则尽量不要变动,否则会引起刀具过度磨损和承力过大而损坏。
2.2改造带压开孔机的同时要选用较大功率的液压泵站来进行动力补偿。通过改变带压开孔机液压马达和变速箱,其对管道切削的功率需求也有所变化,如果不增加功率的情况下进行开孔作业,最终会导致刀削力度不足,刀齿折损较快,中间会伴有切削夹刀现象产生。
因此,在带压开孔机切削改造和改制是一项较为复杂的计算和选用材料的过程,以适应当前的开孔作业。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |