

不锈钢管道带压开孔焊接要求
不锈钢管道带压开孔焊接要求
在许许多多的管道管材中,不锈钢管材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、食品、医疗等行业以及建筑装饰等行业中获取得广泛的应用。
世界上已经纳入各种标准的不锈钢材质及管材有近100种,并且随着科技的进步和工农业的发展,新的不锈钢牌号还在不断增加。因此,带压开孔作业应当了解不锈钢基体组织分类:
1、铁素体不锈钢。含铬12%~30%。其耐蚀性、韧性和可焊性随含铬量的增加而提高 , 耐氯化物应力腐蚀性能优于其他种类不锈钢。
2、奥氏体不锈钢。含铬大于18%,还含有 8%左右的镍及少量钼、钛、氮等元素。综合性能好,可耐多种介质腐蚀。
3、奥氏体 - 铁素体双相不锈钢。兼有奥氏体和铁素体不锈钢的优点,并具有超塑性。
4、马氏体不锈钢。强度高,但塑性和可焊性较差。
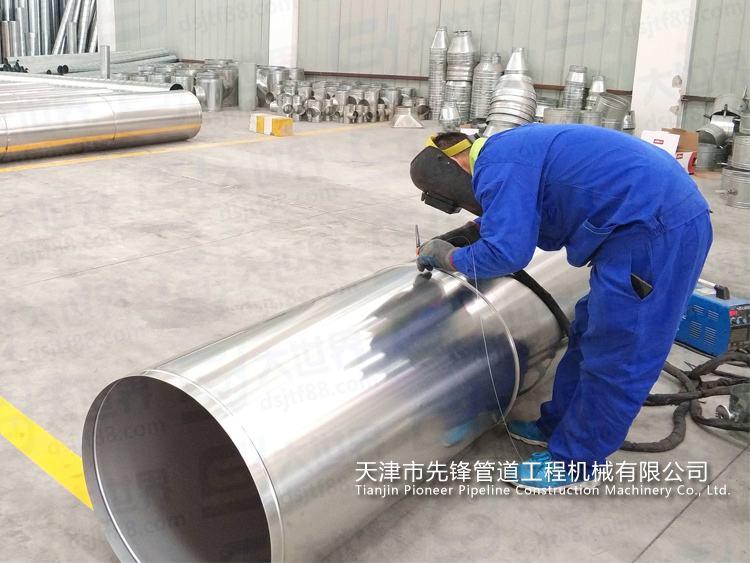
在不锈钢管道及管件进行带压开孔焊接或切割时,应当符合以下要求:
1、不锈钢在用等离子切割过程中,必须遵守氩弧焊接的安全技术规定。当电弧停止时,不得立即去检测焊缝。
2、带压开孔使用的氩弧焊,在焊接施焊现场应具有良好的自然通风,或配置能及时排除有毒有害气体和烟尘的换气装置,保持作业点空气流通。施焊时作业人员应位于上风处,并应间歇轮流作业;打磨钨极棒时,必须戴防尘口罩和眼镜。接触钨极后,应及时洗手、漱口。钨极棒应放置封闭的铅盒内,专人保管不得乱放;手工钨极氩弧焊接时,电源应采用直流正接;施焊中,作业人员必须按规定穿戴防护用品。在容器内施焊时应戴送风式头盔、送风式口罩或防毒口罩等防护用品;使用交流钨极氩弧焊机,应采用高频稳弧措施,将焊枪和焊接导线用金属纺织线屏蔽,并采取预防高频电磁场危及双手的措施。
3、使用直流焊机焊接应采用“反接法”,即工件接负极。焊机正负标记不清或转钮与标记不符时,使用前必须用万能电用表检测,确认正负极后,方可操作。停焊后,必须将焊条头取出或将焊钳挂牢在规定处,严禁乱放。
4、在带压开孔焊接中,使用自爬式液压切管机(爬管机)可不用人工处理;而砂轮打磨坡口和清理焊缝前,必须检查砂轮片及其紧固状况,确认砂轮片完好、紧固,并佩戴护目镜。
5、酸洗和钝化不锈钢工件应符合下列要求:
a.凡患呼吸系统疾病者不宜从事酸洗作业。
b.酸洗钝化后的废液必须经专项处理,严禁乱弃倒。
c.使用不锈钢丝刷清刷焊缝时,应由里向外推刷,不得来回刷。
d.酸洗时,作业人员必须穿戴防酸工作服、口罩、防护眼镜、乳胶手套和胶鞋。
e.氢氟酸等化学物品必须在专用库房内妥善保管,并建立相应的管理制度,专人领用,余料及时退库存放。

天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |