

防爆切管机的锥度零部件生产及装配
防爆切管机是用来进行油气管道切割的工具,在切管机进行日常的维修和保养过程中,对共中锥度部件进行更换和时,经常会遇到锥度不匹配及装配后施工不稳等情况。下面就这个问题进行简要的说明。
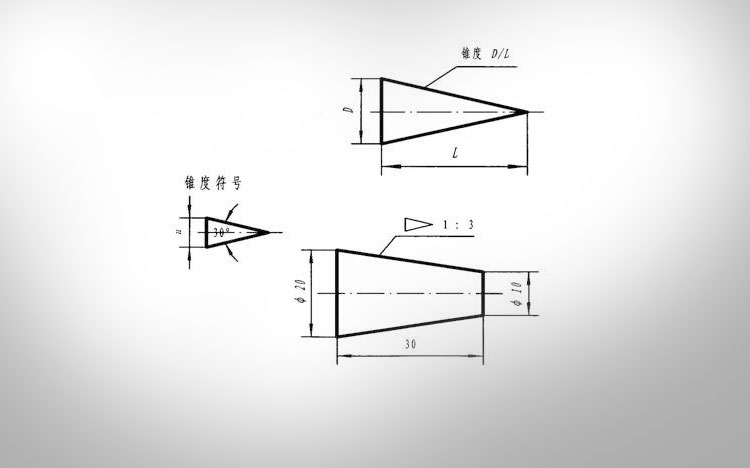
锥度是指防爆切管机锥形部件的底圆直径D与圆锥高L之比。如为圆锥台,则是圆锥台底圆和顶圆的直径之差D-d与圆锥台高度L之比,其大小为2tga=D/L=(D-d)/L并将此值转化为1:n予以标注。在图样中标注锥度时,须在1:n前面加注锥度符号“⊿“,其方向应与锥度方向一致。而锥度塞规主要用于检验产品的大径、锥度和接触率,属于专用综合检具。锥度塞规可分为尺寸塞规和涂色塞规两种。由于涂色锥度塞规的设计和检测都比较简单,因此在防爆切管机的生产过程中经常得到应用。
防爆切管机的锥销1:50用于固定零件,传递扭矩及轴向力。1:50的定位锥销,工具圆锥等都是为了拆卸定们方便,防止零件连接错位。是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
而工作生产中经常提到的斜度容易与锥度相混淆。在工件生产中,斜度是一直线(或平面)对另一直线(或平面)的倾斜程度。其大小用二者之间夹角的正切表示,并将此值化为1:n的形式。在图样中,标注斜度时,在1:n前面加注斜度符号“∠“,符号“∠“的方向与斜度方向一致。因此说,斜度是指平面内倾斜的角度,是指二维图的标准概念。而锥度是指圆锥体或带有平台的圆锥体工件的一种表示方法,是属于三维立体的标准概念。因此,二者在看图纸中容易出现误判。所以,在看这类图纸时,应当先看符号,然后再看角度,这是正确看图不二的方法。
防爆切管机的铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在管道表面进行切割并进行管道切断的作用。它的轴向位置是带有与切管机的切削主轴相同的锥度,目的是便于防爆切管机的铣刀片容易拆卸和便于更换。
防爆切管机机体内的圆锥滚子轴承是指滚动体为圆锥滚子的径向推力式滚动轴承。有小锥角和大锥角两种。小锥角主要承受以径向载荷为主的径向和轴向联合载荷,常成双使用,反向安装,内外座圈可分别安装, 在安装使用中可调整径向和轴向游隙;大锥角主要承受以轴向载荷为主的轴向和径向联合载荷,一般不单独用来承受纯轴向载荷,当成对配置(同名端相对安 装)时可用以承受纯径向载荷。
在加工带有锥度的工件时,应当先读懂图纸,然后参考工件原件进行测量,做好每次工料的加工路线和加工工序,这样才能加工出标准的合格品,少出废品。
在装配带有锥度的工作时,需要将工件装配后旋紧,手持工作是否出现不稳或在设备测试时出现刀具摇摆,管道切割时出现切割路径不是直线时,应当检查两个零件的紧密度,然后拆卸后测量每个工件的锥度是否一致。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |