

全自动自来水管道切管机刀片这样钝化处理,可增强2-3使用寿命
管道运输是输送水、石油、天然气、化工等的一种重要交通方式,尤其是京津地区、长三角地区、珠三角地区等工业、电子、交通比较发达地区、人员聚集密集区对水、石油、天燃气等增大了需求,促进了管道建设事业的快速发展,使其成为五大交通运输方式之一。
这些大量的管道管网的建立和使用,也相应地增加了管道维护数量,对管道及管网的维护工作提出了比较大的挑战。
自爬式液压切管机的管道冷切割技术在管道切割工程中的应用比较广泛。尤其是管道抢修工作,自来水管道的泥水,石油管道中的油污和天然气管道的残余气体都对管道切割工程提出了比较高的要求,而冷切割有效地解决了这一问题。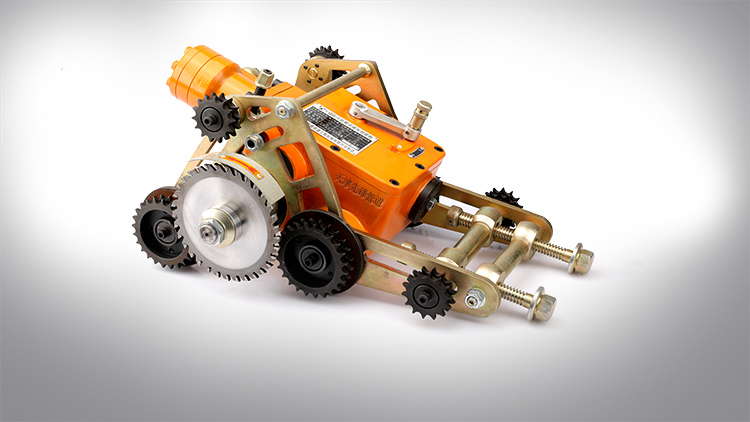
铸铁管道使用液压片式挤刀或链条式液压挤刀来作为断管机切割管道,这两种刀具在管道切割时也同样具有限制性:一是管材的限制。它们只能切割铸铁管管材,这种管材在比较老的供水管道和排水管道中应用较广,但目前新建管道中很少使用这一管材了。二是管道口径限制,片式挤刀最大断管直径为DN800,链条式液压挤刀最大断管直径为DN600。自爬式液压切管机可以适用许多管材,例如铸铁管、球墨管、钢管、不锈钢、合金钢、玻璃钢、PE、PVC管材等。可以对金属管材以切削的形式进行切断,以及对焊接坡口,承插坡口进行加工作业,一般都会增设导轨装置,克服侧向力,用以保证前后切口重合。
自爬式液压切管机刀片的硬质合金刀具在制造时,其主切削刃口会有毛刺,如果不去除,会产生掉块现象,之后自爬式液压切管机的刃口的硬质合金开始成块掉落,这个缺口在切削时会加重磨损,严重减短自爬式液压切管机刀具的使用寿命。主切削刃钝化使刃口构成R形圆弧,下降掉块几率,也能改善孔的表面质量。
刃口强化处理就是使硬质合金钻头刃口构成一个小圆弧R,使切削阻力涣散,并能消除刃口和韧带上一些纤细锯齿状,然后增强了刃口的刚性。现在常用的钝化办法有尼龙刷钝法、钝化机强化法、悬浮钝法,较为常用的为抛光机钝化法。
钝化机强化法:一次将18支硬质合金钻装到钝化机上,在其下面的桶中参加金刚石研磨砂,然后将硬质合金钻刺进到金刚石研磨砂中,自转加公转,数分钟后可使钻头刃口得到均匀的钝化。钝化量的大小是和时间有密切关系,严格操控钝化时间能够保证钝化量,然后增加了刀片的使用寿命。一般钝化采取正传30分钟后反转5分钟。以下是刃口钝化效果图(见图3),发亮部分为钝化处。

为避免硬质合金钻头主切削刃过于尖锐,而构成崩刃,会对其主切削刃进行负倒棱,针对自爬式液压切管机刀片的特殊的加工,其主切削刃副倒棱略有所不同,针对钢件负倒棱值取0.06-0.08mm,铸铁0.08-0.10mm,不锈钢0.02-0.03mm,铝合金0.01-0.015mm。负倒棱钝化量测量是可以在双镜头五轴测量仪上直接测量出来。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |